Что входит в промышленный уровень автоматизации: датчики, ПЛК, SCADA, MES, роботы и кибербезопасность. Как эти компоненты работают вместе на заводах в России в 2026 году.

- Создано: Анфиса Ярошенко
- Завершено: 17 мар 2026
- Категории: Автоматизация
Если вы работаете на заводе, то наверняка замечали, как одни участки работают как часы, а другие - будто вручную перетаскивают тяжести. Разница? В схемах автоматизации. Не все автоматизации одинаковы. Есть те, что просто заменяют человека на робота, а есть те, что перестраивают весь процесс - от закупки сырья до отгрузки готовой продукции. Сегодня разберёмся, какие схемы автоматизации реально работают на заводах, и почему одна и та же технология может быть бесполезной на одном предприятии и спасением - на другом.
Контрольно-измерительные системы (КИПиА)
Это самая базовая, но самая распространённая схема. Представьте: датчики температуры, давления, уровня жидкости, вибрации - всё это подключено к панели, где оператор видит цифры. Если что-то выходит за рамки - звонит сигнал. Всё просто. Но это не автоматизация в полном смысле. Это наблюдение. На многих заводах в России до сих пор именно так: датчики есть, но никто не настраивает реакцию. Пока оператор не сбежит с панели - ничего не происходит. Правильная схема КИПиА - это не только сбор данных, но и автоматическое срабатывание: закрыть клапан, отключить насос, запустить резервный режим. Без этого - это просто дорогостоящий мониторинг.
Программируемые логические контроллеры (ПЛК)
Если КИПиА - это глаза, то ПЛК - это мозг. Это маленькие компьютеры, которые получают сигналы с датчиков и по заранее заданным правилам управляют приводами, клапанами, конвейерами. Например: если температура в печи выше 180°C - включить охлаждение. Если на ленте нет детали - подать сигнал на робота-загрузчика. ПЛК работают в реальном времени, надёжны, не боятся пыли и вибрации. На заводах, где производят детали для автомобилей или оборудования для нефтяной промышленности, ПЛК - это основа. Они не требуют интернета, не зависят от облаков, и их можно программировать прямо на производстве. Но у них есть ограничение: они управляют только тем, что заранее описано. Если вы захотите добавить новую операцию - придётся переписывать логику. Это как перепрограммировать микроволновку, чтобы она варила суп.
SCADA-системы
SCADA - это когда вы объединяете десятки ПЛК в одну систему и видите всё на одном экране. Представьте карту завода: красные точки - перегрузка, зелёные - всё в порядке, жёлтые - предупреждение. Вы не просто видите, что что-то не так - вы видите, где именно. SCADA позволяет управлять не одним участком, а всем заводом из одного центра. В России такие системы активно внедряют на заводах по производству стали, химикатов, топлива. Важно: SCADA - это не автоматизация, а визуализация и управление. Она не принимает решений сама, но даёт человеку всю информацию, чтобы он принял правильное. На крупных заводах без SCADA уже невозможно управлять производством - слишком много точек контроля.
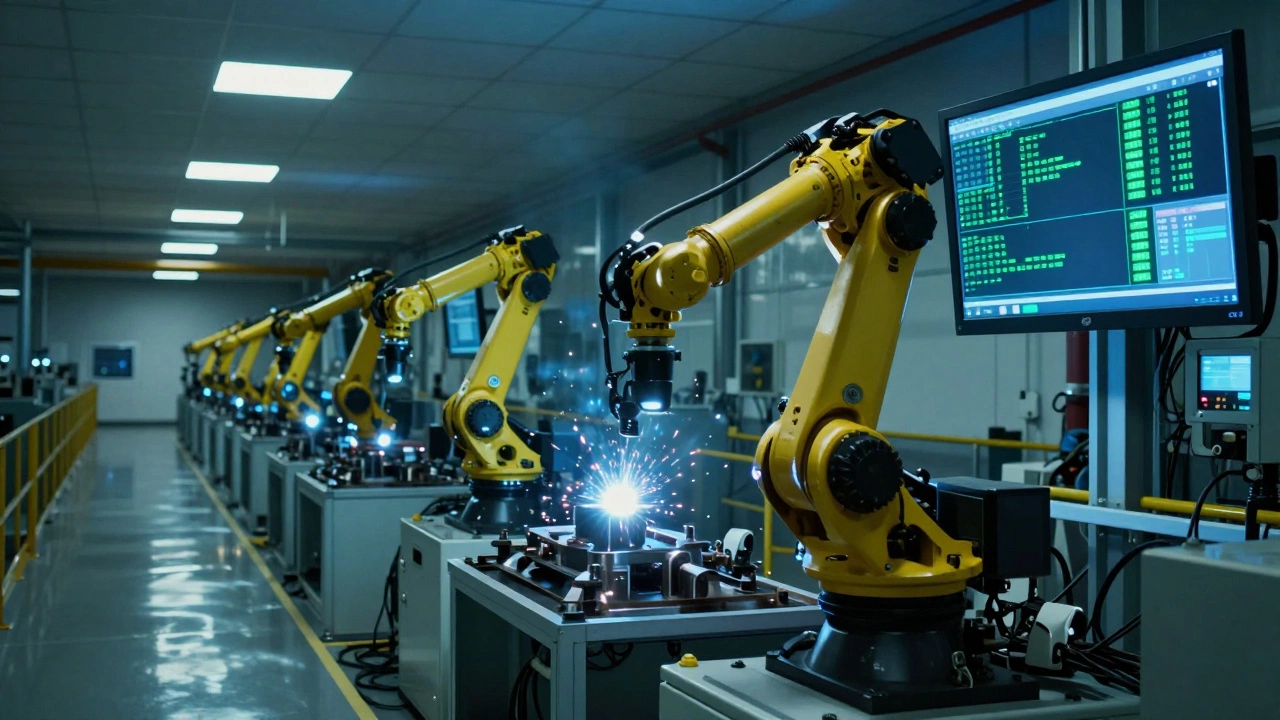
Роботизированные линии
Здесь всё понятно: роботы сваривают, собирают, красят, упаковывают. Но не все роботизированные линии одинаковы. Есть линии, где робот делает одну операцию 1000 раз в день - и это работает. А есть линии, где роботы перестраиваются под разные модели продукта - и это уже сложнее. Второй тип требует гибкости: датчики, камеры, системы распознавания. На заводах в Тольятти и Калуге уже внедряют такие системы для производства электромобилей. Роботы видят, какая деталь приехала, и меняют программу на лету. Но это требует не только роботов - нужны мощные компьютеры, программное обеспечение и инженеры, которые умеют их настраивать. Просто поставить робота на место человека - не значит автоматизировать. Надо понимать, как он будет взаимодействовать с другими системами.

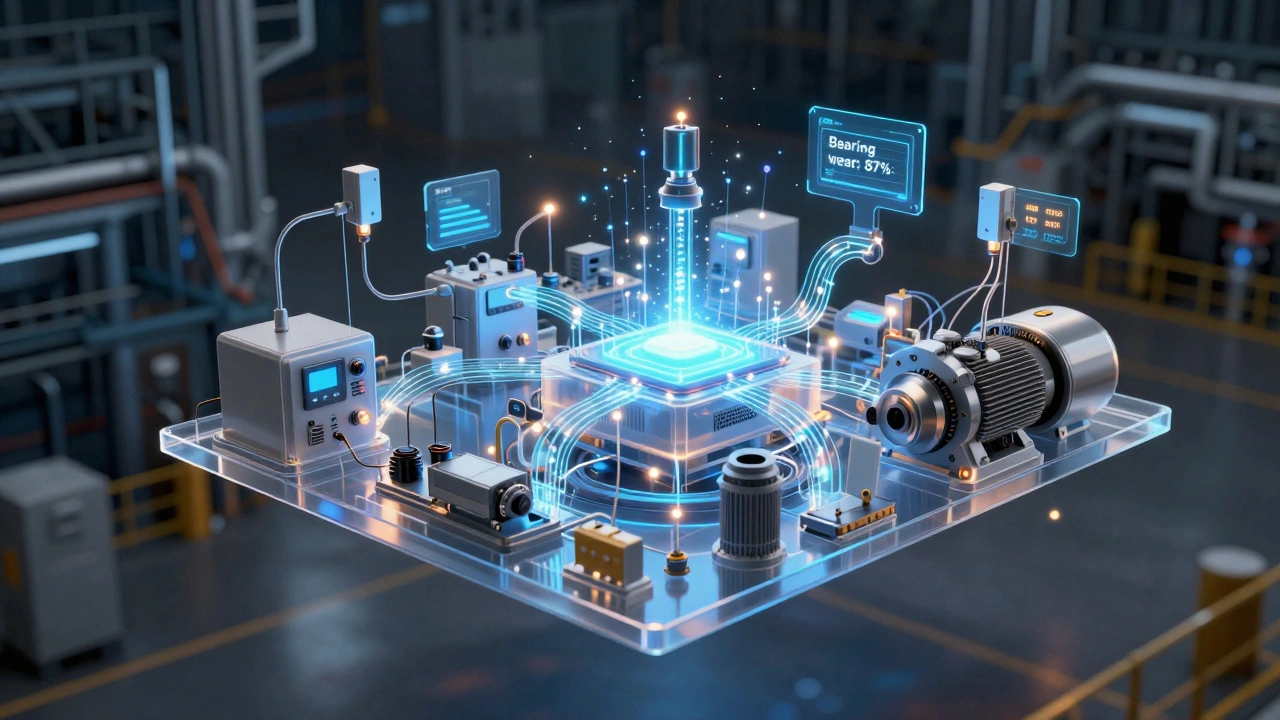
Цифровые двойники и ИИ
Это уже следующий уровень. Цифровой двойник - это точная копия вашего завода в виде программы. Вы вводите данные: как работает станок, какой износ у подшипника, какая температура в цехе - и система моделирует, что произойдёт, если вы измените скорость или включите дополнительный цикл. ИИ, в свою очередь, учится на данных. Он видит, что в 70% случаев, когда температура поднимается выше 175°C, через 4 часа ломается подшипник. И предсказывает: «Через 3 часа включите резервный». Это не реакция на событие - это предотвращение. На заводах в Нижнем Новгороде и Екатеринбурге уже используют такие системы для прогнозирования поломок. Это снижает простои на 30-40%. Но это не для всех. Нужны качественные данные, мощные серверы, и люди, которые понимают, как интерпретировать прогнозы. Если вы не собираете данные - ИИ не поможет. Он не волшебник.
Интегрированные системы (MES + ERP)
А теперь представьте, что автоматизация выходит за пределы цеха. MES (Manufacturing Execution System) - это система, которая связывает производство с планированием. Она знает: сколько деталей нужно выпустить, когда, и в каком порядке. ERP (Enterprise Resource Planning) - это система управления бизнесом: закупки, логистика, финансы. Когда они работают вместе - вы не просто производите детали. Вы производите их в нужное время, с нужным качеством, и отправляете туда, куда нужно. На заводах, которые поставляют продукцию по контрактам (например, для авиастроения или военной промышленности), это обязательный стандарт. Без интеграции MES и ERP вы можете производить много - но не то, что нужно. И это приводит к накоплению складских запасов, перерасходу сырья и потерям.
Сравнение схем автоматизации
| Тип системы | Что делает | Сложность внедрения | Снижение простоев | Требует интернета? |
|---|---|---|---|---|
| КИПиА | Сбор данных с датчиков | Низкая | 0-10% | Нет |
| ПЛК | Управление оборудованием по правилам | Средняя | 15-30% | Нет |
| SCADA | Контроль всего завода на одном экране | Высокая | 20-40% | Да (опционально) |
| Роботизированные линии | Выполнение физических операций | Очень высокая | 30-50% | Да (для гибкости) |
| Цифровые двойники + ИИ | Прогнозирование поломок и оптимизация процессов | Очень высокая | 35-60% | Да |
| MES + ERP | Связь производства с бизнес-процессами | Очень высокая | 25-45% | Да |
Что выбрать: пошагово
Если вы только начинаете автоматизировать - не пытайтесь сразу построить цифровой двойник. Это как пытаться выучить язык, начав с поэзии. Вот как действовать:
- Начните с КИПиА. Установите датчики на самых проблемных участках: где часто ломается оборудование, где брак растёт, где перерасход сырья.
- Потом добавьте ПЛК. Настройте, чтобы оборудование само реагировало на отклонения. Например, если давление падает - не ждать, пока оператор заметит, а сразу включить резервный насос.
- Соберите всё в SCADA. Теперь вы видите, как работает завод целиком. Это первый шаг к управлению, а не просто наблюдению.
- Если вы производите разные модели продукции - внедряйте роботизированные линии с гибким управлением. Это окупается, если партии меньше 1000 штук и меняются чаще раза в неделю.
- Только после этого - MES и ERP. Без них автоматизация цеха не влияет на бизнес. Вы можете производить много, но терять деньги на логистике и закупках.
- И только когда данные стабильны, а персонал обучен - пробуйте ИИ и цифровые двойники. Они не спасут плохие данные. Они только усугубят ошибки.
Почему многие автоматизации проваливаются
На 70% заводов, где внедряют автоматизацию, результаты не оправдывают затрат. Почему? Потому что люди думают, что автоматизация - это техника. А на самом деле - это перестройка процессов. Если вы просто поставите робота на место человека, не изменив логику работы, он будет делать то же самое - только быстрее. Но если вы не убрали излишнюю проверку, не сократили брак, не пересмотрели график - автоматизация не даст эффекта. Самый частый провал: покупают дорогую систему, не обучают персонал, не меняют инструкции. Через полгода всё откатывают обратно. Автоматизация - это не покупка оборудования. Это изменение культуры.
Что важно помнить
- Автоматизация не заменяет людей - она меняет их роль. Оператор становится контролёром, инженер - аналитиком.
- Самая дорогая ошибка - внедрять технологии, которые не решают реальные проблемы. Не автоматизируйте то, что не нужно.
- Данные - это топливо. Без них даже самые умные системы бесполезны.
- Начинайте с малого. Успех на одном участке - лучший аргумент для масштабирования.
Какая схема автоматизации самая дешёвая для малого завода?
Самая доступная - это базовая система КИПиА с простыми ПЛК. Например, установка датчиков температуры и давления на котёл или насос, и настройка автоматического отключения при превышении порога. Стоимость такого решения - от 300 тысяч рублей. Это не роботы, не ИИ, но уже снижает аварийности на 20-30% и экономит энергию. Главное - не покупать «умные» системы, которые не нужны. Начните с того, что ломается чаще всего.
Можно ли автоматизировать завод без интернета?
Да, и это даже безопаснее. ПЛК, SCADA и роботы могут работать в автономном режиме. Интернет нужен только для удалённого доступа, обновлений или передачи данных в ERP. На многих российских заводах, особенно в удалённых регионах, сети нет. Но производство не останавливается. Главное - чтобы локальные системы были надёжными и имели резервное питание. Интернет - это удобство, а не необходимость.
Что делать, если персонал боится автоматизации?
Обучайте. Не говорите: «Теперь робот сделает вашу работу». Говорите: «Теперь вы будете управлять роботом, анализировать данные и принимать решения». Автоматизация убирает рутину, а не работу. Покажите, как это упрощает задачи: меньше смен, меньше аварий, меньше переработок. Когда люди видят, что они становятся экспертом, а не заменяемым элементом - сопротивление падает.
Сколько времени занимает внедрение автоматизации?
Зависит от масштаба. Простая система КИПиА + ПЛК - 2-4 месяца. Полная SCADA + роботы - 8-12 месяцев. Но первые результаты появляются уже через 2-3 недели: снижение аварий, уменьшение брака, экономия энергии. Главное - не ждать «идеального» решения. Внедряйте поэтапно. Успех на одном участке - это лучший кейс для расширения.
Какие технологии автоматизации лучше всего подходят для российских заводов?
Для российских условий - надёжные, простые и локально поддерживаемые системы. ПЛК от Siemens, Schneider, или отечественные аналоги (например, «Электроприбор») работают лучше, чем импортные «умные» решения, которые требуют интернет и частые обновления. SCADA на базе «1С:Управление производством» или «ТехноСофт» уже доказали свою эффективность. Не гонитесь за модными технологиями - выбирайте то, что можно починить завтра, а не через три недели.
Похожие записи

Что входит в промышленный уровень автоматизации: полный список компонентов
В чем заключается цифровизация бизнеса в производстве: реальные примеры и шаги
Цифровизация бизнеса в производстве - это не про роботов, а про данные. Узнайте, как реальные заводы снижают брак, избегают простоев и управляют производством с помощью датчиков, ИИ и облачных систем.
Какие бывают схемы автоматизации на заводах: полный обзор
Какие схемы автоматизации реально работают на заводах? Разбираем от простых датчиков до ИИ и цифровых двойников. Понятно, без воды - только то, что дает результат.